Ariel Nomad 350kW EV Conversion · via Studio Alloy
Integrating an 800V, 350kW drivetrain into an Ariel Nomad
Integrated Cascadia Motion's 800VDC battery system and 350kW drivetrain into an Ariel Nomad chassis - designing the full Power Distribution Unit, owning the master CAD assembly, and performing CNC machining for the project including the decorative battery faceplates.

My contribution
- Integrated Cascadia Motion's 800VDC battery system and 350kW drivetrain into an Ariel Nomad chassis as the sole engineering team.
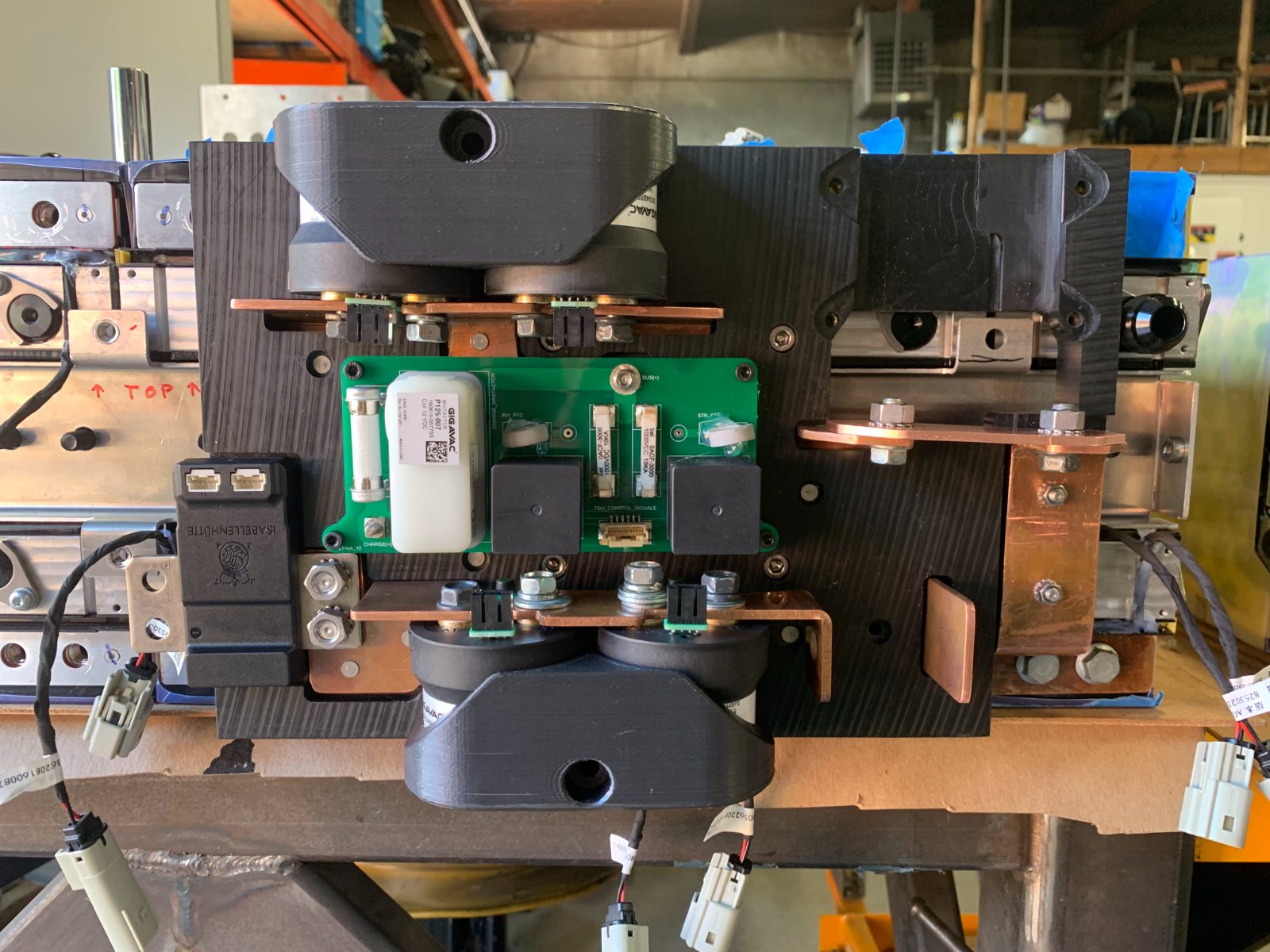
- Designed the full Power Distribution Unit - precharge circuit, high- and low-side contactors, and current monitoring.
- Managed the master CAD assembly for the entire vehicle, including packaging and bracketry.
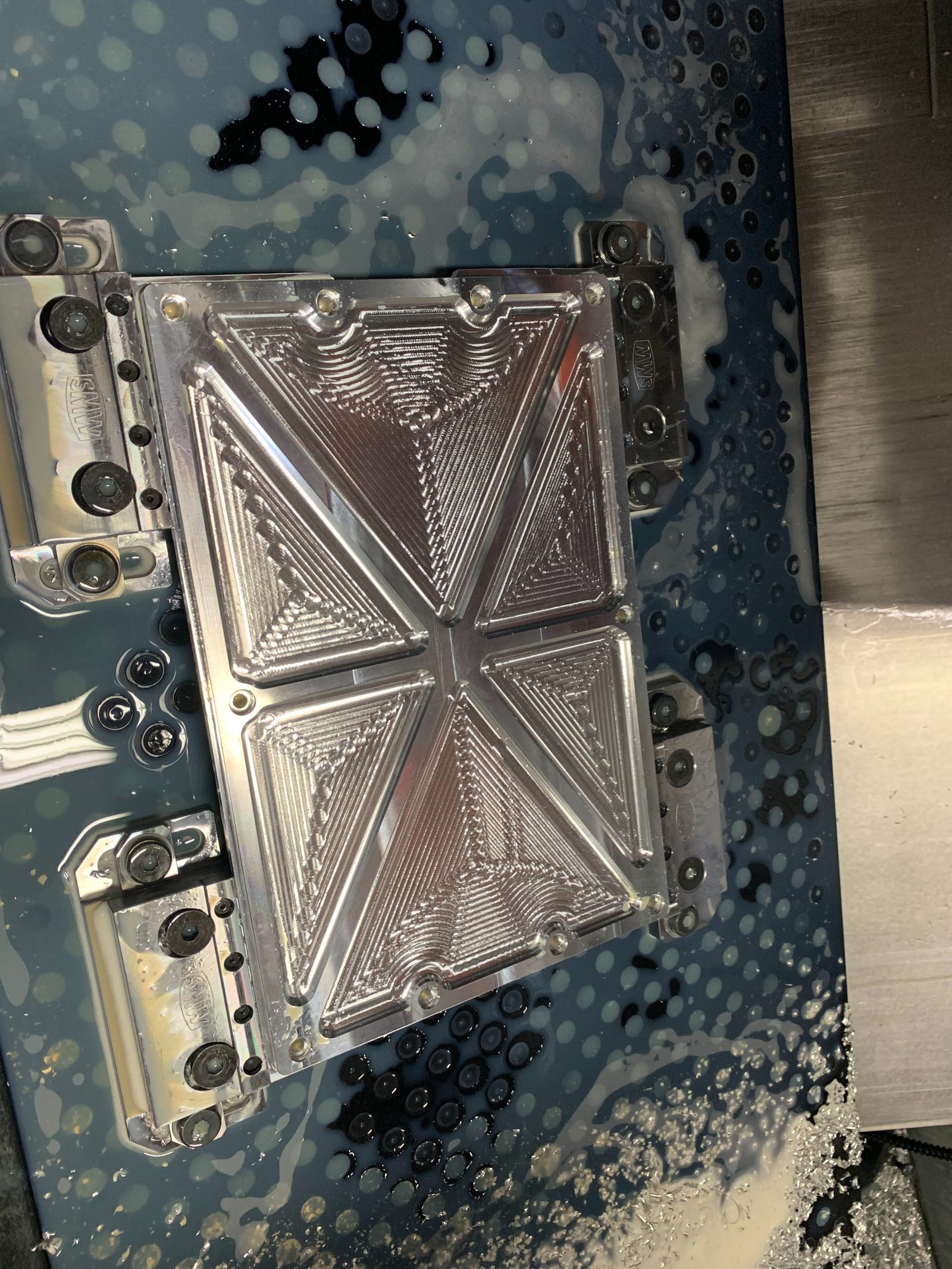
- Performed all CNC machining for the project - including several of the most difficult parts and the decorative battery faceplates.
Objective
The project put a high-voltage, high-power EV drivetrain into a lightweight Ariel Nomad chassis - an 800VDC system delivering 350kW. Our small team of 4 engineers took on designing the high-voltage power distribution, owning the full-vehicle CAD and packaging, and performing all of the project's CNC machining.



Technical details
The Power Distribution Unit handles the high-voltage switching of an 800VDC system: a precharge circuit to safely ramp the DC bus, high- and low-side contactors for isolation, copper bus bars for the main current paths, and current monitoring throughout. The master CAD assembly captured the whole vehicle so battery, drivetrain, and bracketry all packaged correctly. All CNC machining for the project - including the decorative faceplates - was done in-house.
